Given a set of parameters such as welding speed, laser power, material thickness and others, an optimal laser beam shape can be found that gives the most uniform weld without humping or ripples and achieves full welding at both top and bottom of the weld . Some of these intensity shapes may include:
Since a gaussian beam distribution has a maximal power at its center and a decrease at its edges, when it is used for conduction welding, the melt pool is unevenly heated, resulting in impurities and defects such as humping. .
An M shape or ring-like power distribution is desirable for laser conduction welding applications as it creates a more uniform thermal distribution in the melt pool, as heat diffuses from the ring both inwards and outward.
A C-shape laser beam allows bubbles and other weld defects to be released from the melt pool in an ordered manner through the opening of the C-shape, as opposed to closed shapes which distribute energy in all directions evenly, trapping the bubbles and defect in the cooling melt pool as the laser beam moves past it. Thus, C shapers enable improved weld strength, but require orientation vs the weld direction, thus are mostly suitable for line welding or lower speed welding. Ring-spot combination (Flexi-shaper):
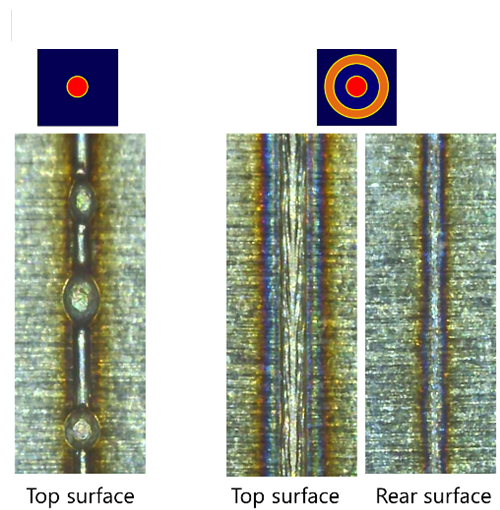
When welding with a gaussian shaped beam, undesired phenomena often occurs when attempting high welding speeds, as the molten metal cannot wet the cooler surface left in the wake of the passing beam. This causes the metal to bead as it cools, creating a hump-like seam surface, thus it is called humping. In order to fix these issues a beam made of a combination of a ring and central spot can be applied to pre and post heat the surface prior to the welding, resulting in a much better wetting and elimination of humping . This can be done by the flexi-shaper module, which provides a solution for laser beam shaping applications requiring a combination of a ring and a spot. The flexi-shaper enables tuning of the distribution of energy between the spot and the ring in order to achieve the optimal laser beam shape for each process. The tuning of energy can be seen in figure 1.
In a process test done by Blackbird Robotersysteme GmbH, the flexi-shaper was used and thanks to the ring-spot distribution a 40% increase in welding speeds were achieved compared to the maximum possible with a gaussian laser beam shape. Results of using the flexi-shaper laser beam shaper solution can be seen in figures 2,3.