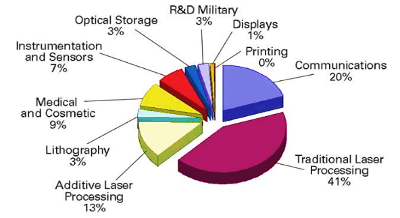
Recently, the development of new laser systems for industrial needs has increased. Many new processes were developed, and many traditional industrial processes were replaced by laser additive systems. Material processing accounts for a significant share of the total laser market, as shown in the figure below:
Figure 1. Worldwide laser applications1
Diffractive optical elements (DOEs) play an important role in provision of the process-adapted laser beam shaping. This has made laser beam shaping and homogenization techniques essential to optimize many laser-material processing applications.
Usually, laser systems start from utilizing the laser, and performance is upgraded by adding a DOE.
The key parameters achieved are:
- Multiplying process speed and throughput
- Process precision
- Wall steepness
- Heat affected zone
- Process effectiveness
Figure 2. Laser ablation

Figure 3. Laser structuring2
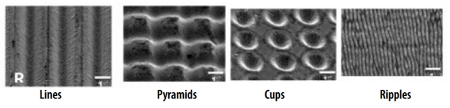
Figure 4. Laser welding3
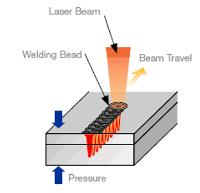
Figure 5. Homogenizer energy distribution
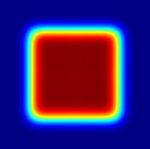
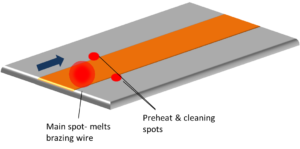
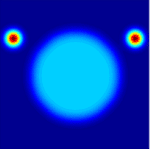
Figure 8. Laser perforation for food packaging4

Figure 9. 9×9 multi-spot beam splitter
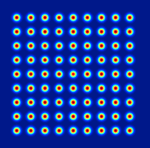
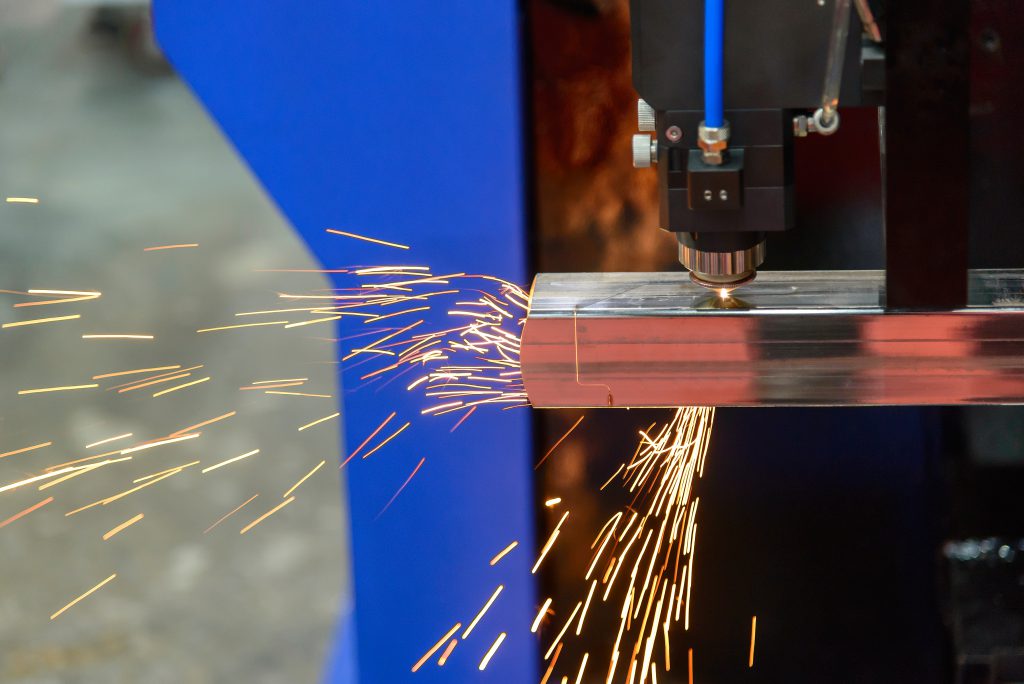
Figure 10. Laser metal cutting

Figure 11. Vortex lens energy distribution
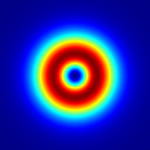
Figure 12. Laser glass cutting5
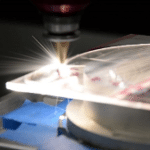
Figure 13. Elongated focus energy distribution along optical axis
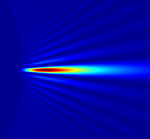
Figure 14. Different laser drilling techniques6
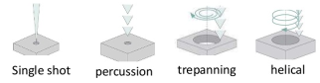
Figure 15. Laser micro-drilling of stainless steel tube7

Figure 16. Holo/Or’s LeanLineTM module
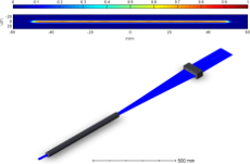
Figure 17. Separation of a substrate from a glass panel
The principle of laser surface treatment is the modification of a surface as a result of interaction between a beam of high power density coherent light and the surface within a specified atmosphere (vacuum, protective or processing gases). Some of the typical uses of laser surface treatment are laser hardening and laser re-melting.
Laser hardening is a thermal surface hardening process in which the material is heated up for a short time above the critical temperature and is then rapidly cooled down, preventing the metal lattice from returning to its original structure and producing a very hard metal structure.
Laser re-melting is another thermal method of surface treatment. The component surface is briefly heated above the melting temperature. The melt then solidifies and re-crystalizes without major changes in the chemical composition.
Relevant products: Homogenizer/Diffuser, Top Hat
Figure 18. Laser hardening
